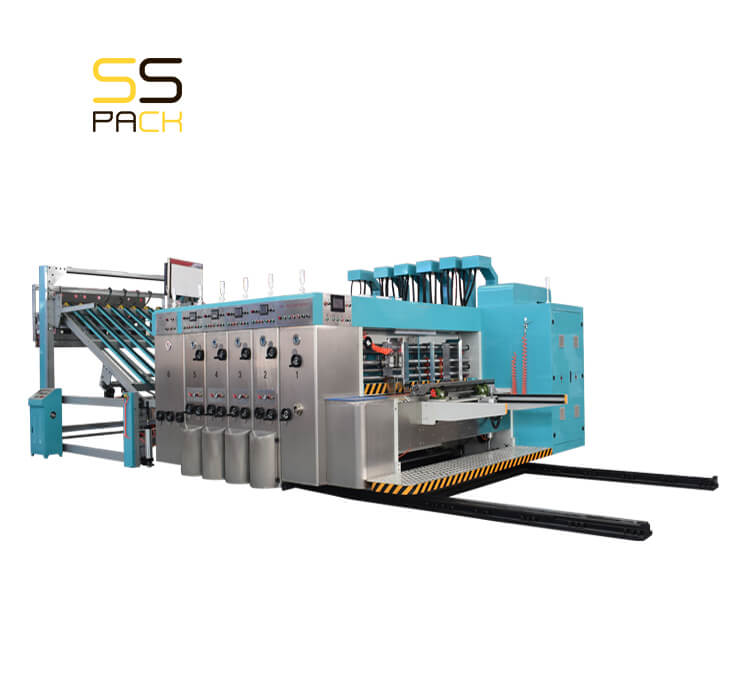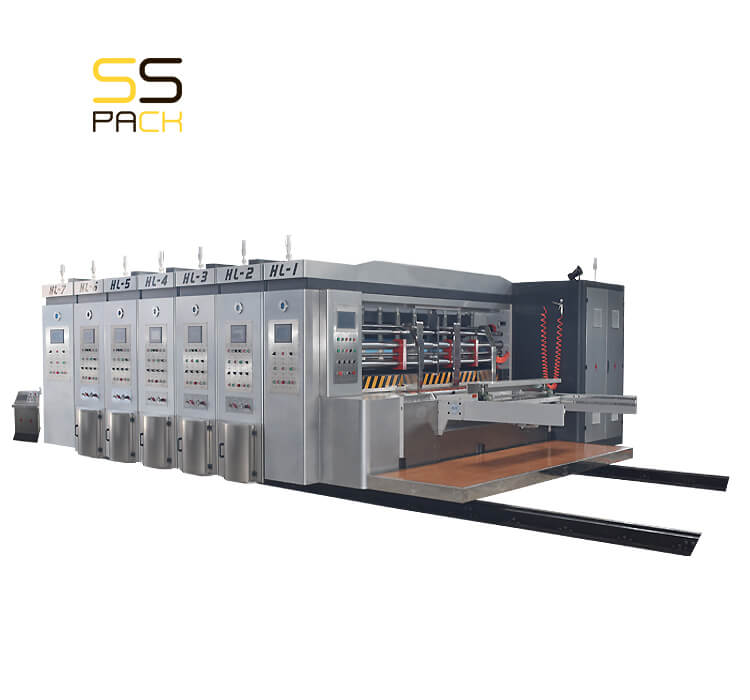




Автоматическая линия для производства гофрокоробов SS-1200
Краткое описание товара
Описание
Техническое описание
- Данная линия выполнена в соответствии с европейскими концепциями, объединяет в себе надежную работу и безопасность, прошла сертификацию CE;
- Линия разработана для крупногабаритной гофротары, компьютеризированная система управления линией обеспечивает точность и надежность работы станка без непосредственного вмешательства персонала, что способствует внедрению полной автоматизации и повышению эффективности производства;
- Управление с помощью сенсорного экрана включает такие функции как: отображение подсчета заготовок, скорость печати, сигнал тревоги и т.д.;
- Все валы выполнены из стали высокого качества, прошли испытания под динамическими/статическими нагрузками, хромированы и отполированы;
- В компьютеризированной системе управления имеется память заказов на 9999, что обеспечивает простую и быструю настройку, а также простоту эксплуатации;
- Установлены импортные элементы зубчатой передачи, обработка: упрочнение и шлифовка, твердость>60 единц по Роквеллу;
- Установлены подшипники японского производства;
- Оборудование оснащено 10-дюймовым цветным сенсорным экраном высокой четкости производства компании Schneider (Франция), обеспечивающим четкость изображения и простоту эксплуатации,
- Благодаря использованию цангового зажима зубчатого колеса достигнуто снижение износа в центральной части при сохранении точности печати.
- Автоматическая установка на ноль и автосброс;
- Главный двигатель линии защищен от случайного пуска, станок не может быть запущен, если главный двигатель не находится в зацеплении; если основной двигатель находится в работающем состоянии, нажатие кнопки пуска узла невозможно;
- Каждый узел линии может быть запущен автоматически или отдельно от остальных, электрическое переключение и пневматический замок вместе со звуковым сигналом тревоги во время прогона гарантируют безопасность оператора, а автоматический тормоз позволяет поддерживать станок в остановленном состоянии;
- Аварийная защита: для повышения безопасности внутри каждого узла установлен аварийный тормоз, позволяющий оператору остановить определенный узел линии;
- Над линией установлен большой цифровой экран для отображения скорости работы станка (заготовок/минуту), что упрощает управляющему персоналу задачу наблюдения за эксплуатационной скоростью и выходными параметрами разных узлов линии. (Данная функция может быть предоставлена отдельно по заказу клиента)
Секция подачи

1. Вакуумно-роликовая подача
- Вакуумно-роликовая подача обеспечивает точную подачу, снижение вибрации, длительный срок службы и простоту обслуживания;
- Вакуумный прижим заготовки обеспечивает максимальный прижим заготовки при работе с коробленым гофрокартона.
- Для снижения ошибок при подаче листов и повышения точности подачи, установлен специальный механизм, который выставляет длину подачи в соответствии с шириной заготовки, что обеспечивает более высокую стабильность указанных параметров при высокой скорости выпуска продукции;
- Левые/правые и задний/передний ограничители настраиваются с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления, а также выравнивания взаимно перпендикулярных сторон для обеспечения точности подачи.
- Доступна непрерывная подача;
- Управление с помощью сенсорного экрана включает такие функции как: отображение подсчета заготовок, скорость печати, сигнал тревоги и т.д.;
2. Узлы включения или выключения двигателя
- Движение секций осуществляется при помощи электродвигателя, при сопровождении звукового сигнала тревоги, что обеспечивает безопасность оператора;
- При нажатии кнопки останова, каждая секция может быть остановлена, при этом каждый узел может быть вновь запущен при раскрытии на достаточную величину;
- После пуска линии тормоз каждого из секции действует автоматически, обеспечивая зацепление передаточных механизмов узлов в необходимой точке, обеспечивая таким образом позиционирование на стадии печати;
- Главный двигатель линии защищен от случайного пуска, станок не может быть запущен, если главный двигатель не находится в зацеплении; если основной двигатель находится в работающем состоянии, нажатие кнопки пуска узла невозможно.
3. Подающий вал
- Установлена двойная система подающих валов для более стабильной подачи;
- Нижний подающий вал имеет стальную сердцевину, поверхность покрыта амортизирующим слоем износостойкой резиной. Система позиционирования из упругого материала обеспечивает равномерную и точную передачу для повышения точности приводки печатной формы. Нижний передаточный вал представляет собой стальной вал с накаткой, способный повысить трение и обеспечить точную подачу, что способствует повышению точности приводки печатной формы;
- Зазор подающего вала настраивается на сенсорном экране.
4. Системы удаления пыли
- Для повышения качества печати пыль с поверхности заготовки удаляется щеткой для очистки;
- Частички пыли с заготовки втягиваются верхним всасывающим вентилятором, что обеспечивает дополнительную очистку поверхности.
ПОХОЖИЕ ТОВАРЫ
Автоматическая линия для производства гофрокоробов SS-1260
Автоматическая линия для производства гофрокоробов SS-1280
Автоматическая линия для производства гофрокоробов SS-1260
Автоматическая линия для производства гофрокоробов SS-1010
Автоматическая линия для производства гофрокоробов SS-1001
Автоматическая линия для производства гофрокоробов SS-2812
Секция флексографической печати

1. Печатный цилиндр
- Цилиндр профессионально изготавливают из стали высокого качества, подвергают жестким испытаниям под динамическими/статическими нагрузками, после чего шлифуют с высокой точностью: для облегчения монтажа клише на поверхности барабана наносят продольные/поперечные линии;
- Для управления направлением (вперед/назад) вращения барабана установлен педальный переключатель, что способствует ускорению установки или снятия пластины;
2. Прижимной вал
- Прижимной вал после процесса хромирования отшлифован и отполирован
- Прохождение испытаний под динамическими/статическими нагрузками гарантирует более стабильную работу детали;
- Регулировка зазора между печатным цилиндром и прижимным валом осуществляется с сенсорного экрана.
3. Анилоксовый вал
- Стальная труба со шлифованной и хромированной поверхностью;
- Прохождение испытаний под динамическими/статическими нагрузками гарантирует стабильную работу детали;
- Благодаря пневматической системе подъема/опускания печатной пары, обеспечивается возможность автоматического опускания анилоксового валика до касания с клише для нанесения краски; для снижения износа и удлинения срока службы анилоксового вала при прекращении подачи гофрокартона он может быть автоматически поднят от печатного цилиндра;
- Зазор анилоксового вала настраивается с сенсорного экрана
4. Дукторный вал
- Дукторный вал выполнен из трубы из качественной стали, на поверхности которой выполнены два витка резьбы в разных направлениях, благодаря чему резиновое покрытие держится плотнее и не соскальзывает;
- Поверхность вала покрыта слоем износостойкой резиной с твердостью 60 единиц по Шору;
- Дукторный вал играет ключевую роль в нанесении краски;
- Зазор между дукторным и анилоксовым валом настраивается с сенсорного экрана.
5. Система управления
- Настройка зазоров под толщину гофрокартона осуществляется с помощью моторредуктора, управляется с сенсорного экрана
- Настройка печатного цилиндра осуществляется в двух скоростных режимах;
- Настройка печати осуществляется с помощью с сенсорного экрана производства Кореи, обеспечивающего возможность за один шаг скорректировать текущее значение параметра до необходимой величины;
- Предусмотрена электрическая регулировка по осям с цифровой индикацией, регулировка возможна в диапазоне 360 градусов по фазе;
- С целью улучшения точности размещения клише сдвиг печатного цилиндра по оси регулируется электрически, при этом величина регулировки по оси ±10 мм и отображается на сенсорном экране;
6. Циркуляция краски
- Мембранный пневмонасос обеспечивает стабильную подачу краски и простоту эксплуатации и обслуживания;
- Фильтр для краски удаляет посторонние частицы, обеспечивая еще более высокую точность печати;
- Установлен датчик наличия краски.
7. Устройство позиционирования на стадии печати
- Представляет собой систему торможения, включающую в себя электромагнитную муфту;
- При запуске узлов или выполнении ввода настроек для данной стадии, тормоз ограничивает работу узлов, фиксируя их в тех же точках зацепления.
8. Предварительное рилевание
На последней печатной секции установлены предварительные рилевки
Просекательно-рилевочная секция


1. Настройка стадии высекания пазов
- Настройка осуществляется с помощью с сенсорного экрана производства Кореи, обеспечивающего возможность за один шаг скорректировать текущее значение параметра до необходимой величины;
- Настройка высоты коробки: настройка осуществляется с помощью пяти работающих синхронно ножей, управляемых электрически. Оригинальное цифровое измерительное устройство производства Кореи использовано для обеспечения возможности за один шаг скорректировать текущее значение параметра до необходимой величины, также отображаются контрольные значения и показания цифрового устройства, что обеспечивает еще более быструю и простую настройку;
- Во избежание повреждения коробки для ножей высечки пазов по высоте коробки предусмотрено устройство защиты от столкновения.
2. Настройка осевого перемещения
- Полностью компьютеризированная система управления: после ввода с сенсорного экрана порядка операций изготовления гофрокороба, высота коробки и ее периметр будут заданы автоматически, что обеспечивает точность и надежность без непосредственного вмешательства персонала.
- Все зазора настраивается с сенсорного экрана;
- Ширина ножа для высекания просечки составляет 10 мм, для крупногабаритной гофротары оснащен лезвием с зубцами, выполненным из термообработанной легированной стали, что обеспечивает ему высокую твердость и прочность. Термическая обработка легированной стали обеспечивает возможность шлифования и переточки, обеспечивая остроту инструмента и точность его работы;
- Особый угол резания обеспечивает простоту разрезания трех-, пяти-, семислойного гофрированного картона без перенастройки и посредством простых операций;
3. Рилевание
- Настройка зазоров под толщина гофрокартона осуществляется с помощью моторредуктора, управляется с сенсорного экрана
- Верхние и нижние оси колес биговки выполнены из качественной стали, прошли испытания под динамическими/статическими нагрузками, поверхность отфрезерована с высокой точностью и хромирована;
- На верхние колеса биговки нанесено полиуретановое покрытие для защиты заготовок;
- Для обеспечения слаженности между просечкой и рилевкой валы вращаются синхронно;
- Регулировка просечки и высота гофрокороба управляются частотным преобразователем в двух диапазонах скоростей.
Секция ротационной высечки

1. Штампонесущий цилиндр (нижний цилиндр)
- Штампонесущий цилиндр выполнен из качественной стали, прошел высокоточную механическую обработку, испытания под динамическими и статическими нагрузками, что обеспечивает безотказную работу и точность высекания;
- Расстояние между отверстиями под болты для крепления цилиндра: в осевом направлении: 50 мм; в радиальном направлении: 20 делений шкалы;
- Параметры штампонесущего цилиндра задаются с помощью сенсорного экрана и контролируются частотным преобразователем в двух диапазонах скоростей, а также планетарной зубчатой передачей в диапазоне 360 градусов (либо во время работы, либо при останове);
- Смещение (в пределах 10 мм) цилиндра влево и вправо задается с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления.
2. Полиуретановый вал
- Полиуретановый вал выполнен из стали высокого качества, прошел высокоточную механическую обработку, испытания под динамическими/статическими нагрузками, на поверхность нанесено полиуретановое покрытие, производство США, имеет осевое перемещение ±30 мм
- Полиуретановый вал оснащен самозаписывающим устройством и дифференциальным компенсатором для контроля скорости вращения опорного цилиндра, диапазон компенсации составляет ±3 мм;
- Полиуретановый вал оснащен системой балансировки, обеспечивающей равномерность и гладкость покрытия для продления его срока службы и снижения расходов;
Секция удаления обрези (Стриппинг)
1. Секция удаления обрези
Широкая лента устройства для продольного съема листов управляется специальным двигателем и предназначена для автоматического перемещения элементов, высеченной секцией ротационной секцией, из узла, что обеспечивает возможность необходимой обработки.
Автоматический листоукладчик

1. Доступны автоматический и ручной режимы управления;
Натяжение конвейерных лент устройства сбора листов может быть настроено независимо и в неограниченном диапазоне длин, что обеспечивает простоту, гибкость и высокую скорость работы.
2. Подъем стола накопительного устройства
- Управляется жесткой цепью, что обеспечивает плавный подъем и поперечное перемещение;
- Высота стопки – 1600 мм;
- Двигатель, управляющий подъемом стола накопительного устройства, оснащен тормозом, поддерживающим устройство в заданном положении, не допуская соскальзывания.
3. Перегородка накопительного устройства
- Пластина накопительного устройства выполнена с пневматическим управлением, а высота стопки регулируется фотоэлементом;
- Заднюю перегородку можно регулировать вручную в соответствии с длиной заготовок;
- Лента с шершавой поверхностью демонстрирует хорошее сцепление, предотвращая от проскальзывания.
Прочие компоненты
1. Смазка
Смазка обеспечивается закрытой системой распыления масла, что гарантирует точную передачу и продолжительный срок службы.
2. Толщина станины
Толщина станин составляет 50 мм.
3. Основные элементы зубчатой передачи
Выполнены с высокой точностью из качественной легированной стали с применением операций цементации, упрочнения, шлифовки поверхности и пр. (твердость поверхности >60 единц по Роквеллу), что обеспечивает этим элементам, работающим в интенсивных условиях, высокую износостойкость и плавность хода в работе;
Технические характеристики